


















Разнообразие мобильных вибропрессов
В производстве строительных материалов наиболее часто главной идеей инвестиционных проектов является повышение эффективности предприятий на основе применения новых технологий и прежде всего, совершенного технологического оборудования.
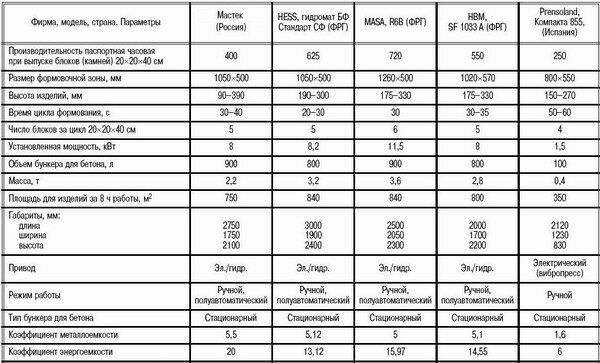
Однако осуществление нового технологического процесса во многих случаях может быть достигнуто при использовании различных видов оборудования и их наборов, выпускаемых отечественными и зарубежными фирмами, что значительно затрудняет для потребителей выбор наиболее рационального для конкретных условий предприятий. Поэтому на начальном этапе выполнения инвестиционного проекта необходимо собрать подробную информацию по техническим и технологическим характеристикам различного оборудования, включая стоимостные показатели и показатели надежности. На основе этих данных должен быть сделан объективный анализ по видам оборудования, их технико-экономическим характеристикам, и, главное, по возможности применения оборудования в конкретных условиях. Проведенная автором по данной методике работа в ЗАО «Сочинский завод строительных материалов» позволила выбрать для конкретных условий группу вибропрессующих машин напольного формования типа «Несушка». Эти машины обеспечивают выпуск основной номенклатуры мелкоштучных бетонных изделий, а их стоимость 6–10 раз меньше стационарного оборудования. Бетоноформовочные машины типа «Несушка» выпускаются в следующих странах: в Германии фирмами HESS, MASA, НВМ, KNAUER; в Испании – фирма Prensoland, в России – МАСТЕК, являющееся единственным производителем в России машин такого вида. Собранная информация по техническим характеристикам и стоимости различных бетоноформовочных машин напольного формования представлена в таблицах.
Для решения вопросов правильного выбора типа и параметров бетоноформовочных машин в соответствии с предъявляемыми требованиями и условиями эксплуатации необходима классификация этих машин. Следует отметить, что данным вопросам в литературе не уделялось достаточного внимания.
К основным классификационным признакам конструктивно-технологической классификации и экономическим показателям бетоноформовочных рассматриваемого типа относятся:
- производительность паспортная машин (малая, средняя, высокая) шт/ч, блоков (20.20.40 см)
- тип бункера для бетона (стационарный, подвижный)
- режим работы (ручной, полуавтоматический, автоматический)
- тип применяемого вибратора (инерционный,эксцентриковый, гидравлический,электромагнитный)
- металлоемкость машины (малая, средняя, высокая)
- энергоемкость машины (малая, средняя, высокая)
К экономическим показателям бетоноформовочных машин относятся:
- цена машины без формы (контрактная базовая цена)
- цена машины с формой, требуемой по технологии

На основании полученных данных по бетоноформовочным машинам с учетом классификационных признаков выполнен следующий анализ.
Производительность мобильных вибропрессов
Для организации различных по мощности производств по выпуску мелкоштучных бетонных изделий имеются следующие бетоноформовочные машины:
- с малой паспортной производительностью от 250 до 720 шт. блоков (20.20.40 см) в час, что соответствует сменной (8 ч) производительности, равной 2000–5760 блоков
- со средней паспортной производительностью от 720 до 1200 блоков в час, что соответствует сменной (8 ч) производительности, равной 5760–9600 блоков (табл. 2)
- с высокой паспортной производительностью от 1200 до 1800 блоков в час, что соответствует сменной (8 ч) производительности 9600–14400 блоков (табл. 2).
Кроме часовой и сменной производительности для выбора бетоноформовочных машин может быть использована годовая производительность (мощность):
- для машин с малой часовой паспортной производительностью 2–2,5 млн шт. блоков в год
- для машин со средней часовой паспортной производительностью – 2,5–4 млн шт. блоков в год
- для машин с высокой часовой производительностью – 4–6 и более млн шт. блоков в год
Тип бункера для бетона.
Согласно данным из таблиц все фирмы, за исключением машины HBSF-2000A, используют в конструкции стационарные бункера для бетона. В немецкой бетоноформовочной машине установлен подвижный бункер (ковш) для приема бетона. Преимуществом этой модели вибропресса является простота ее загрузки бетоном, которая может производиться автосамосвалами или погрузчиками прямо с пола или с необходимой высоты. Однако такая конструкция несколько увеличивает металлоемкость и энергоемкость машины. В конструкции российской модели вибропресса Мастерок также установлен стационарный бункер для бетона. Для подачи бетона в бункер машины у вибропресса МАСТЕК имеется ковш. Бетон в ковш может подаваться простейшими тележками.
Режим работы.
По данным таблиц режим работы бетоноформовочных машин разделяется на три вида
- Ручной режим. Машина Компакта 855 работает только в ручном режиме
- Полуавтоматический режим. Это наиболее распространенный режим работы. Так, например, для машины Гидромат БФ Стандарт СФ фирмы HESS полуавтоматическое управление осуществляется при помощи секционного гидрораспределителя с ручным управлением и кнопок, расположенных в электрическом шкафу.
- Автоматический режим. Заключается в том, что благодаря механизму последовательного управления машина работает в автоматическом режиме, включая распалубку, передвижение вперед и все другие операции, составляющие рабочий цикл машины.
Тип применяемых вибраторов на вибропрессах
Эффективность виброуплотнения формируемых бетонных изделий зависит от режимов вибрации, создаваемых различными типами вибраторов. Наибольшее применение нашли инерционные и гидравлические вибраторы.
В передвижнойм вибропрессе МАСТЕК из Златоуста Россия применены для уплотнения бетона вибраторы инерционного типа. Режим уплотнения связан со значениями амплитуды и частоты колебаний и величины возмущающей (центробежной) силы. Недостатком этих вибраторов является то, что амплитуда колебаний формы становится функцией динамических параметров системы: массы колеблющихся частей машины, скорости вращения приводного вала, жесткости упругих элементов привода и подвески. В конструкциях машин производства немецких фирм в основном используются гидравлические вибраторы. Эти вибраторы могут создавать значительные возмущающие силы при больших размахах колебаний. Кроме того они допускают сравнительно простое регулирование режима вибрирования. Конструктивно гидравлические вибраторы несколько сложнее инерционных вибраторов.
Коэффициенты металлоемкости и энергоемкости.
По данным таблиц определены значения коэффициентов металлоемкости KG (отношение массы машин – G к их производительности – П, KG = G / П кг / шт.ч) и коэффициентов энергоемкости KW (отношение установленной мощности машин – W к производительности – П, KW = W / П = Вт / шт.ч) бетоноформовочных машин типа «Несушка». Анализ полученных данных показывает, что металлоемкость и энергоемкость бетоноформовочных машин, отнесенная к единице производительности с ростом последней уменьшаются по кривым, выражаемым эмпирическими зависимостями и характеризуют конструктивную проработку машин. При статистической обработке параметров машин по способу наименьших квадратов получены обобщающие формулы для определения коэффициентов металлоемкости KW в зависимости от производительности – П бетоноформовочных машин типа «Несушка»: KG = 132,7 . П.0,51 (1) KW = 260,6 . П.0,44 (2)
Экономические показатели
Также было проведено сравнение по ценам на машины без формы и с формой различных фирм. Цены являются справочными, так как они в силу влияния различных факторов (уровня спроса, коньюктуры, себестоимости и т.д.) могут уточняться при заключении контрактов. Однако уровень цен и, главное, их соотношение с аналогами является одним из важных критериев при выборе необходимой бетоноформовочной машины. Так, например, отечественный вибропресс из Златоуста МАСТЕК по стоимости в 4–5 раз меньше, чем аналоги зарубежных фирм. Согласно маркетинговому подходу ценовой фактор является ведущим в настоящее время. Другими важными факторами являются отмеченные классификационные признаки конструктивнотехнологической классификации,важнейшими из которых являются производительность годовая и часовая, режим работы, металлоемкостьи энергоемкость бетоноформовочной машины. В соответствии с этой методикой и с учетом условий эксплуатации в ЗАО «Сочинский завод строительных материалов» были выбраны вибропресс МАСТЕК (Россия, Златоуст) и Гидромат БФ, Стандарт СФ (фирма HESS, ФРГ). Эти машины отвечают требованиям по производительности, стоимости, режиму работы, коэффициентам металлоемкости и энергоемкости. Однако машина Мастерок имеет коэффициент энергоемкости KW = 20, т. е. больше, чем у других машин этого класса и это требует дальнейшего совершенствования привода машины.


По стоимости машина Мастерок в 4 раза дешевле, чем Гидромат БФ Стандарт СФ и так как это отечественная машина, то расходы на эксплуатацию и ремонт будут меньше, чем у зарубежных машин.
Таким образом, выполненный анализ по разработанной автором методике и последующая разработка инвестиционного бизнес-плана позволили обоснованно выбрать для ЗАО «Сочинский завод строительных материалов» вибропрессы МАСТЕК и Гидромат БФ Стандарт СФ, которые успешно эксплуатируются.
